(一)
珩磨机珩磨油处理装置设计要求
一.磨机珩磨油处理系统工艺流程:
珩磨油清洗、冷却珩磨刀具和缸体后先流入接油盘再经过输油管流到存油箱,通过油泵打入珩磨油过滤器除去加工带来的切屑后再进入精过滤器二级过滤后再进行冷却,然后回到设备进油管再次利用!
二.工艺要求:
油过滤系统与设备联动,自身独立循环,要保证油路是通的,随时能供油
过滤网精度要达到20微米
冷却后的油温要在22℃±1.5℃(进油温度为常温)
水箱容积1000升
水泵流量200升每分钟,扬程20-30米
三.业务范围:
1.与设备连接的进油管和回油管路
2.处理装置的主电源线的安装
3.装机调试
4.实际以客户和制造厂烟台云帆过滤系统有限公司协商为主
四.备注:
1.安装必须符合国标,管路走向及安装位置要通过使用车间商量后定位。
2.完工时需提供如下资料:A.消耗品备件清单 B.机械和管路安装设计图 C.电气图和管路分析图 D.产品及元件说明书,合格证及检验报告
(二)
新厂房机床集中供水要求
一、厂房与管道及用水量
1、共计64台机床需要集中供水,其中16台单台要求90L/min,48台单台要求22L/min,共计需要2496L/min。
2、过滤装置在厂房外,单独水房安装。
3、加工设备厂房与水房之间*运距离约100米,厂房面积约8000立方米。
4、供液主管在厂房内架空水平安装,沿厂房内各立柱垂直安装供液支管(约44个立柱)给用液磨床供液。
5、回液主管道采用地下预埋方式与供液系统连接。
6、各机床回液支管与主回液管(地下预埋)连接。
二、设备功能要求
1、粗、精分级过滤
2、回液冲底、冲键装置
3、除油、除渣系统
4、增氧系统
5、假日循环系统
6、自动配液系统
(三)
我司正在做4条磨床生产线,现需为每条生产线配相应的离心式集中过滤系统,过滤精度要求是15微米,具体技术规格要求如下:
生产线1和生产线2 (共5台设备)
一个过滤单元装置(过滤系统需配磁辊分离的预过滤系统)
5个400 l/min 5bar的泵
一个相同的400 l/min 5bar的泵用于替补备用以备其他泵出问题时使用
配冷却系统在清洁口带线圈预埋
一个洁净液体冷却箱容量:12.000 liters (根据设备与机器的距离)
一个独立电控柜
3个过渡水箱(单独报价)每个水箱配
2个900 l/min at 1,2 bars (第二个为备用以备其他泵出问题时使用)第二个泵的价格应为选配项,也就是说单独报出
一个1500升的水箱安装在两个设备中间
过渡水箱的泵应能够运送从工件和砂轮的液体和小颗粒无任何故障
生产线3和生产线4(4台+4台磨床)
4个400 l/min 5bar的泵
一个相同的400 l/min 5bar的泵用于替补备用以备其他泵出问题时使用
配冷却系统在清洁口带线圈预埋
一个洁净液体冷却箱容量:10.000 liters (根据设备与机器的距离)
一个独立电控柜
2个过渡水箱(单独报价)每个水箱配
(第二个为备用以备其他泵出问题时使用)第二个泵的价格应为选配项,也就是说单独报出
一个1500升的水箱安装在两个设备中间
过渡水箱的泵应能够运送从工件和砂轮的液体和小颗粒无任何故障
报价:安装调试,在用户现场根据其布局图的设备之间的管线(每个泵2个管线)
(四)集中过滤系统技术要求
一台集中冷却过滤系统,流量为2400升/分钟,过滤精度20um,要求恒压,使用设备共24台齿轮磨床。
过滤油介质:型号HY-2,运动黏度50度厘斯3.5-6.5;黏度3.5-6.5;闪点105度;
滤渣成分:砂轮灰和磨削
生产商:烟台云帆过滤系统有限公司
(五)
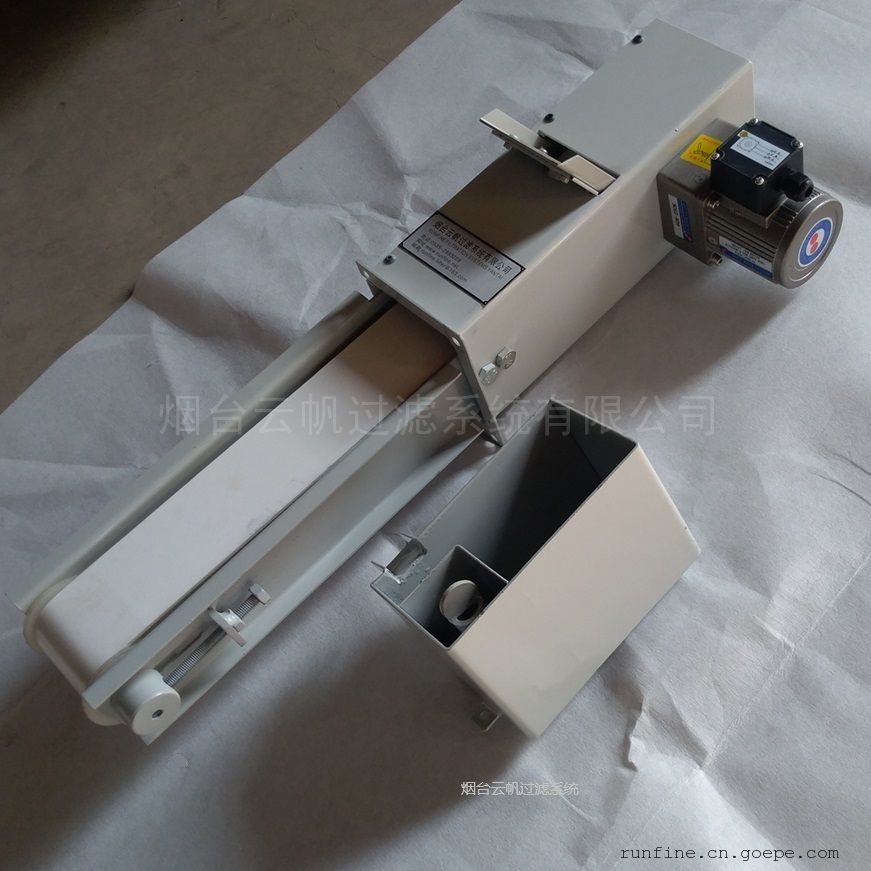
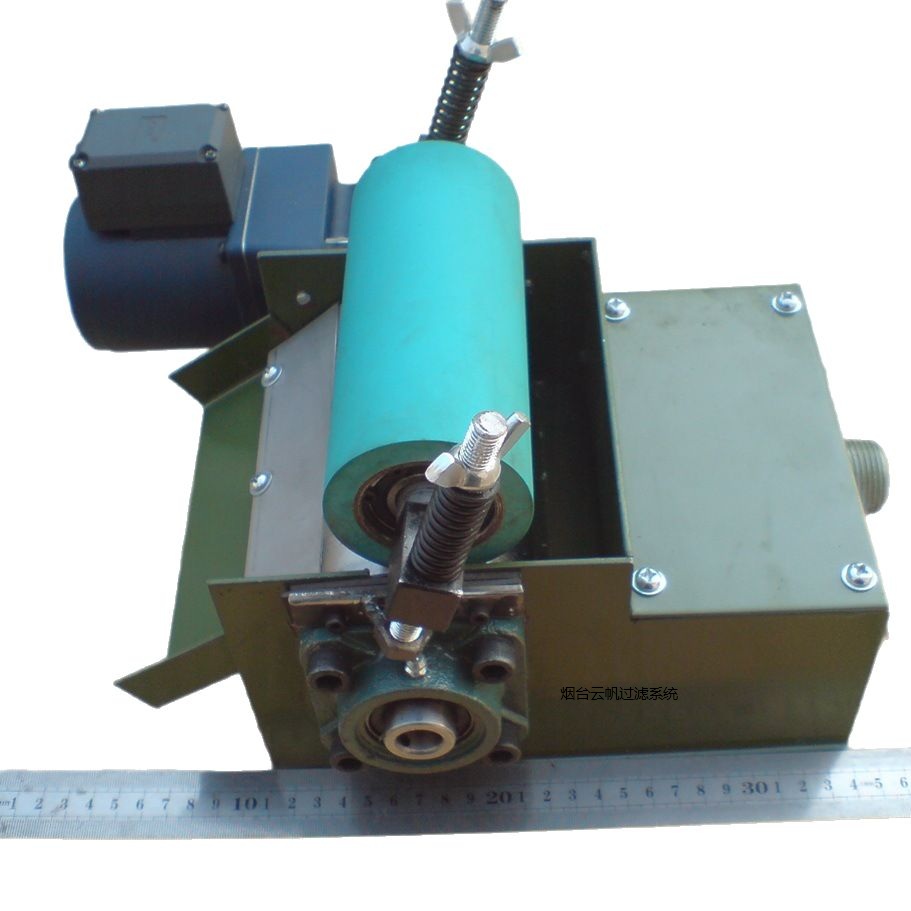
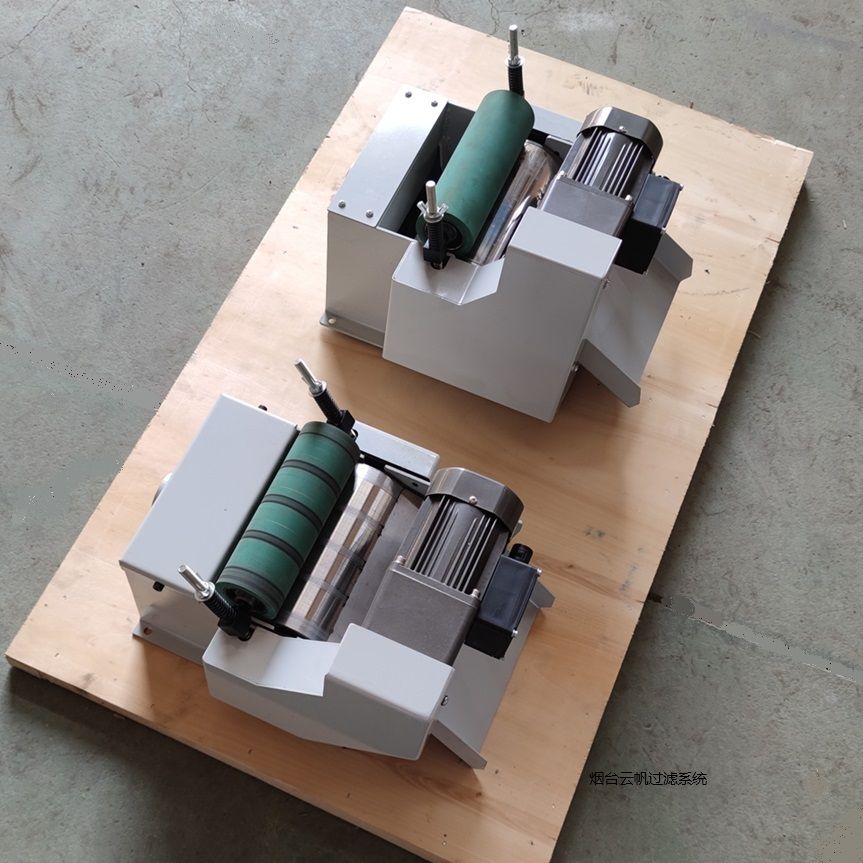
缸体生产线机床冷却液集中处理系统
本套系统主要由三部分组成:精滤部分,粗滤部分,提升系统。三部分由管路连接。工作流程为:机床脏液经导流槽流入过渡水箱,由过渡泵提升到刮板排屑机初步过滤,然后经粗滤后液体溢流到弧型网纸带过滤机精密过滤,*后由供液泵打入净液管路供机床工作。
-
其中精滤部分主要由RFHWGL1200弧型网纸带过滤机,5000升容积水箱,供液水泵组成,供液水泵流量1200升/分,出口压力3bar。
-
粗滤部分由拖链式刮板排屑机组成。侧面开溢流口与弧型网纸带过滤机连接
-
提升系统由过渡水箱,过渡水泵,高低液位报警开关组成,满足机床出水口200毫米要求。
-
整套过滤系统满足1200升/分流量要求,能满足机床正常供液要求。
-
*终过滤精度不低于25微米
-
-
 扫一扫,手机浏览
扫一扫,手机浏览 烟台云帆过滤系统有限公司
烟台云帆过滤系统有限公司